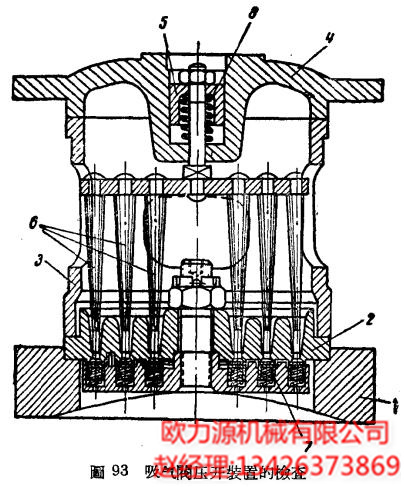
检查复盛空压机吸气阀压开装置的状态是在特制的支环上进行的, 支坏1本身放置在工作台上。
将吸气阀2以装配的形式安装在支环的凹窝内,带盖的罩子3和压开装置4则安装在吸气阀上。
然后将小塞5由上向下按压,并检查叉杆6和阀片7是否同 时接触。如果叉杆对阀片的接触不是同时发生的,那末应把长的 叉杆的末端锉齐。
当小活塞5的全行程时,阀片7应该被压着离开阀座的接触 带;如果不是这样,那末,叉杆应该调换较长的,或延长其末端。
当不再按小活塞5时,压开装置的叉杆应该在弹簧8的作用下立刻返回原来位置,也就是不再和气缸接触。
如果不是这样,那末必然是弹簧8折断或者是太软弱了。因此必须把它换掉。对于 正确调整过的压开装置,当不向下按压小活塞5时,叉杆与阀 片之间的间隙应在5-5.5公厘的范围以内。
小活塞5与盖4上气缸窝的研磨质量,以用煤油注入小活塞 5上部的空间来检查。注入的煤油在5分钟内不应透过小活塞5 与盖4气缸窝之间的空隙,否则,即应更换小活塞或其活塞环。
阀片与阀座的严密配合也可用刮削的方法来达到,在这种情 况下,刮削的质量放到涂了色的板上来检验,直到每1公分,被 刮削过的表面上出现12-16个斑点为止。
刮完以后,须将阀片对着阀座的密封带进行研磨。如果注入的媒油在5分钟内没有从 接触的表面透过去,即可认为研磨合格。
阀片相对阀座的研磨,除了用研磨粉和研磨膏以外, 还可以采用捣碎并经过筛分的玻璃。在这种情况下须将阀座涂上 油,撒一层薄薄的玻璃粉,才开始进行研磨。
在研磨的时候,须轮流着研磨阀片的两面。研磨直进行到不再出现任何发亮的地方为止。
当整个圆周都得到无光泽的表面时,研磨即可结束。
此外,应将白玺在阀片上所刻下的纹路,在阀片回转的条件下均匀地纹 路传到阀座上。
这卸检查完了以后,再用煤油或用气箱中的压缩 空气检查研磨表面的严密性。